- Top Features of Durable Suction Hose Floats for Heavy-Duty Use
- What Are Suction Hose Floats?
- Key Features of Heavy-Duty Suction Hose Floats
- Benefits of Using Suction Hose Floats
- Selecting the Right Suction Hose Float
- Common Applications of Suction Hose Floats
- Innovative Trends in Suction Hose Float Technology
- Conclusion
Top Features of Durable Suction Hose Floats for Heavy-Duty Use
In industries like mining, dredging, oil and gas, and marine operations, suction hose floats play a vital role in maintaining efficiency and reliability. These specialized devices are designed to keep hoses buoyant, ensuring they remain aligned and functional in demanding conditions. By preventing tangling and sinking, suction hose floats protect hoses from damage, minimize downtime, and improve overall equipment performance.
Durability is a key factor in suction hose floats, as they are often exposed to harsh environments, including rough waters, abrasive surfaces, and extreme weather conditions. High-quality suction hose floats are built to withstand these challenges, offering exceptional buoyancy, stability, and resistance to wear and tear. Their robust construction and adaptability make them indispensable for a wide range of heavy-duty applications.
Whether it’s supporting hoses used in dredging operations to transport slurry or stabilizing floating hoses in oil spill recovery, suction hose floats ensure smooth and safe operations. They also enhance operational efficiency and reduce costs by prolonging the lifespan of hoses. In this blog, we’ll dive into the essential features that define durable suction hose floats and examine how they benefit industries relying on heavy-duty equipment in challenging environments.
What Are Suction Hose Floats?
They are flotation devices that support hoses used in industrial and marine applications. Their primary function is to keep hoses afloat on water surfaces, preventing them from sinking or dragging along abrasive or uneven surfaces. By doing so, they reduce wear and tear, extend the lifespan of hoses, and ensure smooth operation.
These floats are commonly employed in industries like dredging, where they keep hoses aligned during the transport of slurry, or in oil spill recovery, where hoses are used to extract contaminants from water. Their importance lies in maintaining hose position and alignment, which minimizes risks of damage, enhances operational efficiency, and improves safety in dynamic and challenging environments.

Key Features of Heavy-Duty Suction Hose Floats
1. High Buoyancy and Stability
Suction hose floats are engineered for superior buoyancy, ensuring that hoses remain afloat under heavy loads and in turbulent waters. This capability prevents hoses from submerging, which could disrupt operations or cause damage. Stability is equally critical; by keeping hoses firmly in place, suction hose floats help maintain consistent operations even in challenging environments such as strong currents or dynamic wave conditions. This stability minimizes operational interruptions, making them vital for industries that rely on precision and reliability.
2. Robust Construction Material
The durability of suction hose floats stems from their use of high-quality materials like high-density polyethylene (HDPE). HDPE is highly resistant to corrosion, UV radiation, and extreme temperatures, making it an ideal choice for harsh outdoor and marine environments. These materials ensure the floats retain their structural integrity even after prolonged exposure to abrasive substances or environmental stressors. This robust construction contributes to their long lifespan and dependable performance.
3. Ease of Installation and Maintenance
Modern suction hose floats are designed for user convenience. They often feature modular or clamp-like systems, allowing for quick and hassle-free installation. Once deployed, these floats require minimal maintenance, saving both time and resources. This ease of use reduces downtime and ensures seamless integration into various industrial processes. Additionally, their design facilitates swift adjustments or replacements, enhancing operational flexibility.
4. High Impact Resistance
Industrial environments often subject equipment to rough handling, collisions, and heavy loads. Suction hose floats are built to withstand these challenges. Their high impact resistance protects them from damage caused by accidental strikes, abrasive surfaces, and other physical stresses. This resilience ensures that they remain functional over extended periods, even in the most demanding conditions.
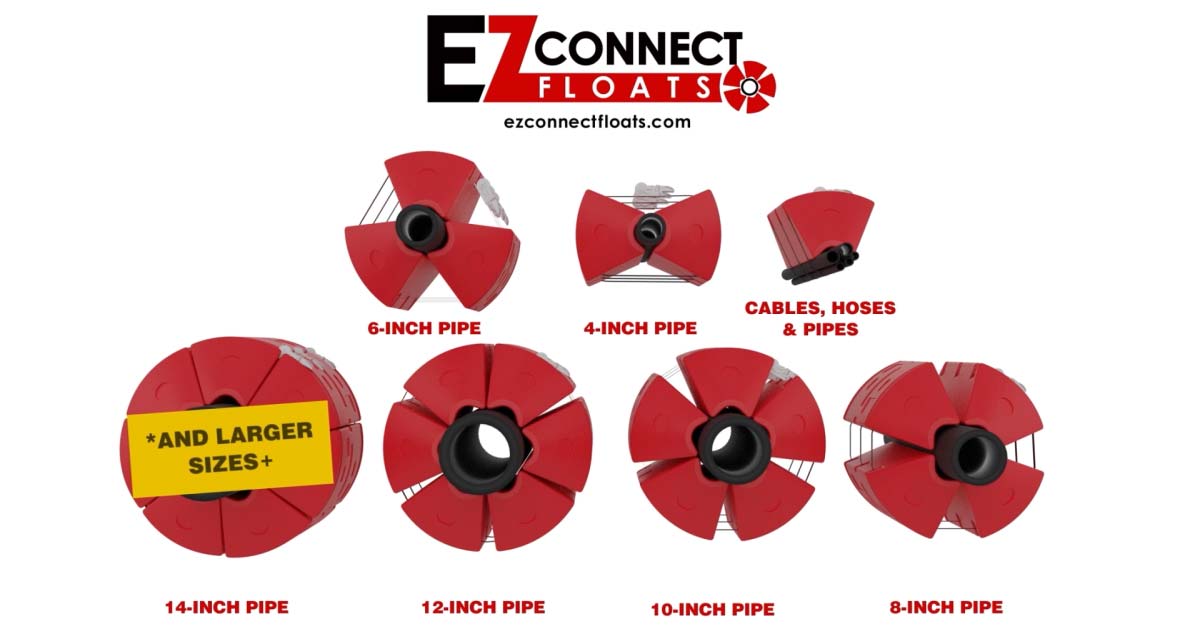
5. Versatility and Adaptability
Available in various sizes and configurations, suction hose floats cater to a wide range of applications. Whether it’s a lightweight float for environmental cleanup or a heavy-duty model for mining operations, these products offer adaptability to different hose diameters and operational requirements. Their versatility makes them suitable for multiple industries, ensuring compatibility and efficiency across diverse use cases.

Benefits of Using Suction Hose Floats
Suction hose floats offer numerous advantages that enhance the efficiency, safety, and sustainability of industrial operations:
1. Prolonged Hose Lifespan
Suction hose floats keep hoses elevated, preventing them from coming into contact with abrasive surfaces. This significantly reduces wear and tear, extending the lifespan of hoses and cutting down on replacement costs. With longer-lasting hoses, industrial operations can maintain uninterrupted workflows while reducing overall equipment expenses.
2. Improved Operational Efficiency
By ensuring proper alignment and support, suction hose floats minimize risks like tangling, kinking, or other mechanical issues. This reliability prevents operational disruptions and improves efficiency, which is especially critical in industries where downtime translates to financial losses. Suction hose floats play a pivotal role in ensuring smoother, more reliable industrial processes.
3. Enhanced Safety
Properly supported hoses reduce the risks associated with submerged or misaligned equipment, such as leaks, spills, or mechanical failures. Suction hose floats contribute to a safer work environment by maintaining hose stability and functionality. This is particularly vital in industries that handle hazardous materials, as they protect personnel and prevent accidents.
4. Reduced Environmental Impact
Suction hose floats are crucial for precision and containment in operations like oil spill recovery or slurry transport. By maintaining proper hose alignment, they minimize the chances of leaks or spills, ensuring environmentally responsible practices. Their use is especially valuable in protecting sensitive ecosystems, where even minor disturbances can have significant environmental consequences.
Overall, suction hose floats are an essential investment for optimizing performance, enhancing safety, and promoting sustainability in demanding industrial environments.

Selecting the Right Suction Hose Float
Choosing the correct suction hose float is essential to ensure optimal performance and durability in heavy-duty industrial operations. A well-chosen float not only enhances efficiency but also minimizes operational risks and long-term costs. Here are the key factors to consider when selecting the right suction hose float:
1. Application Requirements
The specific needs of your industry or operation play a critical role in determining the ideal suction hose float. Different industries have unique demands:
- Mining and Dredging: These operations involve the transport of heavy materials such as slurry, sand, and debris. Floats used in such applications must provide high buoyancy to support heavy hoses and resist abrasion caused by rough materials and harsh environments.
- Oil Recovery: In applications like offshore drilling and spill cleanup, floats must be lightweight for ease of handling and highly resistant to chemical exposure. These floats must also maintain performance in volatile or hazardous conditions.
Understanding the operational challenges and environmental conditions of your industry is crucial for selecting a suction hose float designed to meet those specific demands.
2. Hose Dimensions
The size, weight, and diameter of the hose are fundamental considerations when choosing a float. A mismatch between the float and hose specifications can lead to instability or insufficient buoyancy, compromising operational efficiency and safety.
Manufacturers typically provide detailed specifications for their products, including the range of hose diameters they can accommodate and the maximum load capacity. Carefully matching the float to your hose ensures compatibility, stability, and reliable performance.
3. Material Quality
The durability and resilience of the suction hose float largely depend on the materials used in its construction. High-quality materials, such as high-density polyethylene (HDPE), are commonly used due to their exceptional properties:
- Resistance to Environmental Stressors: HDPE is highly resistant to UV radiation, saltwater, and extreme weather conditions, making it suitable for outdoor and marine applications.
- Corrosion Resistance: This material can withstand prolonged exposure to harsh chemicals and abrasive substances without degrading.
Opting for floats made from robust, weather-resistant materials ensures they remain functional even in the harshest operating environments. A durable float also reduces the likelihood of frequent replacements, providing reliable long-term performance.
4. Long-Term Value
While the initial purchase cost of a suction hose float is an important consideration, it’s equally important to evaluate the long-term value it offers. High-quality suction hose floats might require a higher upfront investment but offer significant advantages in terms of durability, reliability, and maintenance.
Durable floats reduce the frequency of repairs and replacements, cutting down on maintenance and operational downtime. This not only saves costs over time but also enhances overall productivity, making them a cost-effective choice for heavy-duty applications.
Common Applications of Suction Hose Floats
Suction hose floats play a critical role in various industries, providing essential support, stability, and durability to ensure the seamless functioning of industrial hoses. Their ability to maintain buoyancy and protect hoses from environmental and operational stressors makes them indispensable in a range of demanding applications. Here’s a detailed look at their use in key industries:
1. Mining and Dredging Operations
Mining and dredging operations involve the transport of heavy and abrasive materials such as slurry, sand, and debris through industrial hoses. Suction hose floats are essential in these industries for maintaining hose buoyancy and stability in challenging conditions.
- Stability and Operational Efficiency: By keeping hoses afloat, suction hose floats prevent submersion, tangling, or damage caused by contact with abrasive surfaces. This ensures a consistent flow of materials, minimizing operational disruptions and downtime.
- Durability in Harsh Environments: Mining and dredging environments are often harsh, with rough handling, extreme weather, and exposure to abrasive substances. Suction hose floats, made from robust materials like high-density polyethylene (HDPE), withstand these challenges and provide reliable long-term performance.
The stability offered by these floats ensures uninterrupted productivity, making them an essential component for maintaining efficiency and reducing maintenance costs in mining and dredging operations.
2. Oil and Gas Industry
The oil and gas industry relies heavily on suction hose floats for various critical applications, ranging from offshore drilling to oil spill recovery. The demanding nature of marine environments makes these floats vital for ensuring operational reliability and safety.
- Corrosion Resistance: Offshore operations expose equipment to saltwater and harsh weather conditions. Suction hose floats constructed from corrosion-resistant materials ensure durability and performance, even after prolonged exposure to these elements.
- Versatility in Applications: In oil spill recovery, suction hose floats maintain the alignment and buoyancy of hoses, allowing for efficient containment and transport of spilled oil. Similarly, during offshore drilling, they support hoses carrying fluids, ensuring smooth workflows without interruptions.
The ability of suction hose floats to perform consistently in volatile and high-pressure environments makes them indispensable for maintaining efficiency in the oil and gas sector.
3. Marine and Environmental Operations
Suction hose floats are also widely used in marine and environmental applications, where their buoyancy and stability play a crucial role in maintaining operational effectiveness.
- Aquaculture: In fish farming and other aquaculture operations, suction hose floats support water transport systems, ensuring that hoses remain stable in dynamic aquatic environments. This is essential for the proper functioning of feeding, oxygenation, and waste management systems.
- Environmental Cleanup: During environmental cleanup efforts, such as the removal of pollutants from water bodies, suction hose floats ensure hoses stay afloat and aligned, enabling efficient removal of debris and contaminants.
- Water Transport Systems: In various marine applications, suction hose floats help stabilize hoses used for transporting water, chemicals, or other materials. Their ability to maintain alignment and resist damage from waves and currents ensures consistent performance.
Innovative Trends in Suction Hose Float Technology
The evolution of suction hose float technology reflects the growing demands for efficiency and adaptability:
1. Advanced Materials
Innovations in materials science are leading to lighter and more durable floats. Advanced polymers and composites improve performance while reducing weight, making them easier to handle and transport.
2. Modular Designs
Modular suction hose floats allow users to customize configurations based on specific needs. This flexibility makes them more versatile than traditional models, catering to a broader range of applications.
3. Smart Monitoring Features
The integration of sensors into suction hose floats is revolutionizing their functionality. These sensors provide real-time data on hose alignment, buoyancy levels, and environmental conditions. Predictive maintenance supported by this technology minimizes the risk of failures and enhances operational efficiency.
Conclusion
Durable suction hose float and floating suction hose are essential for ensuring reliability, safety, and efficiency in industrial operations within demanding environments. Suction hose floats provide high buoyancy and robust support, ensuring hoses remain properly aligned and functional. In contrast, a floating suction hose offers flexibility and efficiency in transferring fluids or materials in dynamic conditions. Together, they serve as indispensable tools across industries such as mining, dredging, oil recovery, and marine operations.
The adaptability of suction hose float and floating suction hose makes them invaluable for a variety of applications. Suction hose floats keep hoses stable and prevent sinking, while floating suction hose is engineered to adapt to changes in fluid levels, maintaining optimal performance. Their durability ensures resistance to wear and environmental stress, making them reliable even in harsh environments.
By understanding the key features and benefits of both suction hose float and floating suction hose, industries can make informed choices to enhance operational outcomes, reduce costs, and ensure long-term success. Investing in high-quality solutions provides unparalleled value, ensuring smooth, efficient operations and dependable performance, even in the most challenging conditions.

Step-by-Step Guide to Cable Float Installation for Submersible Cables
Submersible cables rarely fail due to electrical faults; rather, they mostly fail due to mechanical issues. Ask any marine engineers about this, and they will

Engineering the Perfect Buoyant Hose Float for Harsh Environments
The integrity of the pipeline plays the most crucial role in marine construction, dredging, and offshore energy sectors. Like any other equipment – excavators, dredgers,
The Role of Industrial Hose Supply in Workplace Safety and Efficiency
In high-stakes industries such as oil and gas, mining, manufacturing, dredging, and defense, industrial hoses serve as vital connectors in daily operations. Whether transferring hazardous